


-
 Jan 29, 2023If you want to make the fire pump last longer, start with understanding these partsThe failure or damage of equipment is often caused by the damage of wearing parts. Fire pumps also have wearing parts. We need to pay special attention during use and maintenance. Regular replacement and inspection are very necessary. So what are the wearing parts of a fire pump? What should we pay attention to when using it?
Jan 29, 2023If you want to make the fire pump last longer, start with understanding these partsThe failure or damage of equipment is often caused by the damage of wearing parts. Fire pumps also have wearing parts. We need to pay special attention during use and maintenance. Regular replacement and inspection are very necessary. So what are the wearing parts of a fire pump? What should we pay attention to when using it?
1. Pump casing. The water pump is affected by mechanical force or thermal stress during operation, and it is prone to cracks and cavitation. In the severe cold winter, if the water in the pump casing is not released, it may freeze and rupture.
2. Pump shaft. Improper use or installation of the pump shaft of the water pump may easily cause cracks, breakage, bending, journal wear, and thread damage.
3. The impeller. The impeller is thinned or eccentrically worn due to the formation of pockets or perforations due to cavitation, and the severely eroded impeller will be crushed by debris and needs to be repaired or replaced as appropriate.
4. Sliding bearings. The bearing bush of the sliding bearing is generally made of copper tin alloy, which has poor wear resistance and is easy to wear and burn out. The average service life under normal use and maintenance is 5000 hours.
5. Mouth ring. Also known as anti-friction ring or anti-leakage, it is also one of the parts that are easier to wear in fire pumps. After wear, it can be repaired or replaced by turning.
6. Filling. If used for a long time, it will harden, causing the water pump to leak air and water, just replace it with a new packing.
7. Water pump oil seal. The oil seal is made of rubber, which is easy to age and wear.View details -
 Jan 29, 2023One Hundred Thousand Whys About Fire Pump BearingsFire pump bearings are one of the common parts in mechanical equipment all over the world. Of course, the common fire pumps outside also contain bearings, and they play a very important role. There is also a lot of professional knowledge about bearings. The following zjbetter will share with you about the fire pump rolling shaft.View details
Jan 29, 2023One Hundred Thousand Whys About Fire Pump BearingsFire pump bearings are one of the common parts in mechanical equipment all over the world. Of course, the common fire pumps outside also contain bearings, and they play a very important role. There is also a lot of professional knowledge about bearings. The following zjbetter will share with you about the fire pump rolling shaft.View details -
 Jan 28, 2023This deflation operation before the fire pump is put into operation is so importantFire pumps are a type of pump used in fire protection. Compared with ordinary water pumps, fire pumps have higher standards and requirements in terms of sealing, corrosion resistance, and operating efficiency. Before the fire pump equipment runs, we need to discharge the gas in the water pump, do you know what is the meaning of this? The following is the answer from Shanghai Xizhiquan for you.
Jan 28, 2023This deflation operation before the fire pump is put into operation is so importantFire pumps are a type of pump used in fire protection. Compared with ordinary water pumps, fire pumps have higher standards and requirements in terms of sealing, corrosion resistance, and operating efficiency. Before the fire pump equipment runs, we need to discharge the gas in the water pump, do you know what is the meaning of this? The following is the answer from Shanghai Xizhiquan for you.
1. If there is gas in the fire pump, the equipment cannot form a sufficient vacuum during operation, resulting in the inability of the liquid to be sucked up. This phenomenon is called air binding, and many operators do not understand this operation often a phenomenon that would result.
2. By understanding the causes of qi binding, we will understand how to avoid this problem. Before starting the fire pump equipment, the pump casing needs to be filled with liquid. A check valve should be installed at the suction pipe of the pump, which can effectively prevent the liquid in the pump from flowing into the low-level tank due to gravity. If the pump is located at a low position, there is no need to prime the pump.
3. The compressed gas in the fire pump will occupy a certain space in the fire pump, making it impossible to seal.
Therefore, the deflation operation of the fire pump before it is put into use can increase the vacuum degree of the equipment and increase the pumping capacity of the pump, thereby effectively improving the efficiency of the equipment and reducing waste of resources.View details -
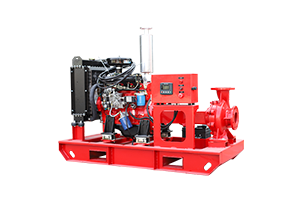
 Jan 28, 2023What kind of power is generally used in fire pumps, how can we knowAs we all know, when a fire breaks out, the circuit is very prone to open circuit. When the fire fighting equipment relies on the power source as the power source, it cannot start the equipment, so it cannot play the role of fire fighting. At this time, the power source of the fire pump equipment is considered by people. a big problem. In fire fighting equipment, what power source is really reliable and guaranteed? Zjbetter, who has 19 years of experience in fire pump production, would like to introduce to you the following about our company's diesel engine fire pump set XBC-D equipment.
Jan 28, 2023What kind of power is generally used in fire pumps, how can we knowAs we all know, when a fire breaks out, the circuit is very prone to open circuit. When the fire fighting equipment relies on the power source as the power source, it cannot start the equipment, so it cannot play the role of fire fighting. At this time, the power source of the fire pump equipment is considered by people. a big problem. In fire fighting equipment, what power source is really reliable and guaranteed? Zjbetter, who has 19 years of experience in fire pump production, would like to introduce to you the following about our company's diesel engine fire pump set XBC-D equipment.
This set of fire pump set is a complete set of consumer water supply equipment composed of X6135, 4102, 12V135, 4105, 6102 series diesel engines as the power source, and equipped with diesel tanks, control panels, fans, cooling water tanks and other components.
The equipment has the characteristics of complete functions, stable performance, good starting characteristics, compact structure, strong overload capacity, easy operation and maintenance, automation, etc. It can be connected with automatic alarm device or fire center, and can also realize automatic start, automatic protection, automatic preheating, Automatic switching (diesel engine pump set, electric pump set) and other functions.
The pump station can be equipped with two power sources, diesel engine and electric motor. Generally, the electric pump is set as the main pump, and the diesel engine pump is set as the backup pump. It will start automatically when there is no power supply for firefighting. Among the two water intake methods of fire pump self-priming and suction, due to the requirements of fire protection regulations, the pump unit generally adopts the self-priming water diversion method. But it can also be changed according to user needs.View details -
 Jan 28, 2023Why do firefighters use multistage pumps? what are the characteristicsThere are many types of fire-fighting equipment. Fire hydrants and fire extinguishers are the most common types. The other is the fire pump, which is the heart of the fire-fighting system and plays an important role in pressurizing and supplying water for the fire-fighting system. Among the numerous fire pump products, fire pumps can be divided into multi-stage and single-stage fire pumps.
Jan 28, 2023Why do firefighters use multistage pumps? what are the characteristicsThere are many types of fire-fighting equipment. Fire hydrants and fire extinguishers are the most common types. The other is the fire pump, which is the heart of the fire-fighting system and plays an important role in pressurizing and supplying water for the fire-fighting system. Among the numerous fire pump products, fire pumps can be divided into multi-stage and single-stage fire pumps.
The multi-stage pump has high efficiency, corrosion resistance, reliable operation and other performances. The pump body has strong bearing capacity, strong anti-overload ability, and relatively sensitive start-up. Below, Shanghai Xizhiquan Pump and Valve Co., Ltd. will introduce you to the relevant characteristics of multi-stage pumps. First of all, Shanghai Xizhiquan multistage pump has the characteristics of compact structure, the distance between parts is small, and the volume is small. The operation of the equipment is stable, the service life is long, and the vibration generated during operation is small, so the practical life of the equipment is relatively long.
With its unique structure, the direction of the water inlet and outlet can be adjusted according to different needs, so it is suitable for various places and environments. Moreover, the direction of the water inlet and outlet is horizontal, and the bending of the pipeline is reduced in the connection of the pipeline, thereby simplifying the connection of the pipeline and greatly enhancing the efficiency of the fire protection system.
The efficient operation efficiency of multi-stage pumps has been applied in many larger places with higher fire protection requirements. Its function is mainly to pressurize and send water to the fire-fighting pipeline system. The multi-stage pump is not only suitable for various fire-fighting systems, but also can be used for industrial drainage, pressurized water supply for domestic water in high-rise buildings, long-distance water delivery, water cycle pressurization, etc. occasion.View details -
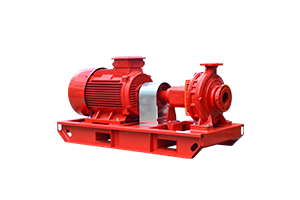
 Jan 28, 2023What is the difference between vertical and horizontal fire pumps? Which is more commonly used?Among the fire pipeline pumps, they can be divided into vertical fire pumps and horizontal fire pumps according to different installation methods. Many people have doubts about these two common pumps. What is the difference between the two? Shanghai Xizhiquan will explain the difference between horizontal and vertical for you.
Jan 28, 2023What is the difference between vertical and horizontal fire pumps? Which is more commonly used?Among the fire pipeline pumps, they can be divided into vertical fire pumps and horizontal fire pumps according to different installation methods. Many people have doubts about these two common pumps. What is the difference between the two? Shanghai Xizhiquan will explain the difference between horizontal and vertical for you.
Obviously, different installation methods have different floor space. The vertical pipeline pump is installed vertically, and the floor space is relatively small, and the vertical fire pump does not need to lay a foundation, while the horizontal fire pump needs a base.
According to the different structures of the two pumps, it can be concluded that the maintenance difficulty of the two types of fire pipeline pumps is also somewhat different. The maintenance of the vertical fire pump impeller needs to be removed from top to bottom, which is difficult to maintain; the horizontal fire pump only needs to remove the inlet pipe to repair the impeller, which is relatively simple.
Due to the different directions of the water inlet and outlet pipes, the vertical and horizontal pipe connection methods are also different. Since the vertical water pump is a bottom-up structure, while the horizontal fire pump is arranged longitudinally on the base, the motor of the vertical pump and the pump body are connected by sub-ports, while the horizontal pump requires The coupling is used to connect with the motor, and the horizontal pipeline pump needs regular alignment work.View details