


-
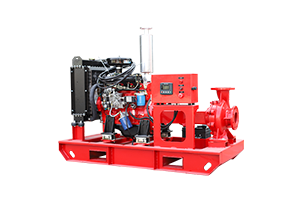
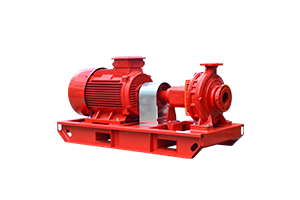
 Feb 14, 2023In addition to the fire pump, what other components are there in the fire water supply system?The fire pump is an indispensable type of equipment in the fire water supply system. Besides the fire pump and motor, what other equipment should be included? The following Shanghai Xizhiquan will popularize it for you.
Feb 14, 2023In addition to the fire pump, what other components are there in the fire water supply system?The fire pump is an indispensable type of equipment in the fire water supply system. Besides the fire pump and motor, what other equipment should be included? The following Shanghai Xizhiquan will popularize it for you.
1. Dual power supply cabinets that provide electrical energy for the fire protection system
2. In order to ensure the normal start and operation of the pump motor, the necessary control circuit is the starter cabinet
3. Pipeline valves, switch pressure gauges, etc., which can ensure normal water pressure.
The above several major components can form a complete fire water supply system, all of which are indispensable.
When inspecting the water supply system, not only the water pumps and motors are inspected, but also the power supply, start-up control cabinet and pipe valves also need to be inspected regularly, so as to ensure that the entire fire extinguishing water system can operate normally when a fire comes.View details -
 Feb 13, 2023How fire pump check valves workworking principle
Feb 13, 2023How fire pump check valves workworking principle
Fire pump check valve refers to the valve that relies on the flow of the medium itself to automatically open and close the disc to prevent the backflow of the medium, also known as check valve, one-way valve, reverse flow valve and back pressure valve. The check valve is a kind of automatic valve, its main function is to prevent the reverse flow of the medium, the reverse rotation of the pump and the drive motor, and the discharge of the container medium. Check valves are also used on lines that supply auxiliary systems where the pressure may rise above system pressure. Check valves can be mainly divided into swing check valves (rotating according to the center of gravity) and lift check valves. The function of this type of check valve is to only allow the medium to flow in one direction and prevent the flow in the opposite direction. Usually this kind of valve works automatically. Under the action of fluid pressure flowing in one direction, the valve disc opens; when the fluid flows in the opposite direction, the valve seat is acted on by the fluid pressure and the self-weight of the valve disc to cut off the flow.
Among them, the check valve belongs to this type of valve, which includes swing check valve and lift check valve. The swing check valve has a hinge mechanism, and a door-like disc freely leans on the inclined seat surface. In order to ensure that the valve clack can reach the proper position of the seat surface every time, the valve clack is designed in the hinge mechanism, so that the valve clack has enough swing space, and makes the valve clack truly and comprehensively contact with the valve seat. The disc can be made entirely of metal, or it can be inlaid with leather, rubber, or a synthetic cover on the metal, depending on the performance requirements. When the swing check valve is fully open, the fluid pressure is almost unimpeded, so the pressure drop through the valve is relatively small. The disc of the lift check valve is located on the sealing surface of the valve seat on the valve body. Except that the valve disc can rise and fall freely, the rest of the valve is like a globe valve. The fluid pressure makes the valve disc lift from the sealing surface of the valve seat, and the backflow of the medium causes the valve disc to fall back to the valve seat and cut off the flow. According to the conditions of use, the disc can be of all-metal structure, or in the form of a rubber pad or rubber ring inlaid on the disc frame. Like the globe valve, the passage of fluid through the lift check valve is also narrow, so the pressure drop through the lift check valve is larger than that of the swing check valve, and the flow rate of the swing check valve is limited. rare.View details -
 Feb 13, 2023The difference and basic working principle of fire pump, vacuum pump vacuum degree and vacuum technologyFire pump, vacuum technology is a technology that uses imported vacuum pumps, vacuum units and other vacuum systems to complete specific processes, and is widely used in various industrial production and scientific research work. Such as: petroleum (vacuum distillation), chemical industry, canned food, metallurgy, light bulbs and electron tubes and other production, the equipment generally adopts vacuum technology.
Feb 13, 2023The difference and basic working principle of fire pump, vacuum pump vacuum degree and vacuum technologyFire pump, vacuum technology is a technology that uses imported vacuum pumps, vacuum units and other vacuum systems to complete specific processes, and is widely used in various industrial production and scientific research work. Such as: petroleum (vacuum distillation), chemical industry, canned food, metallurgy, light bulbs and electron tubes and other production, the equipment generally adopts vacuum technology.
Vacuum pump Vacuum level Vacuum technology
The level of vacuum is determined by the remaining pressure after the air and other material vapors in the container are drawn out. The more pumped out, the lower the pressure inside the container, that is, the higher the vacuum. However, Yazhiled Electromechanical Technology reminds everyone that there is no absolute vacuum. The level of vacuum is represented by "vacuum degree", and its unit is mmHg or "Torr". 1 Torr is 1 millimeter of mercury.
Fire pumps and metering pumps are mainly composed of three parts: power drive, fluid delivery and regulation control. The power drive device drives the fluid delivery diaphragm to reciprocate through the mechanical linkage system:
The diaphragm (piston) will be inhaled by the delivery fluid in the first half of the stroke and discharged from the pump head in the second half; therefore, changing the reciprocating frequency of the stroke or the stroke length of each reciprocating movement can achieve the purpose of adjusting the fluid delivery volume . Precise processing accuracy ensures the pumping volume each time and realizes the precise metering of the conveyed medium.
Metering pump basic working principle
Due to the difference in power drive and fluid delivery methods, metering pumps can be roughly divided into two types: plunger type and diaphragm type.
1. Plunger metering pump
There are mainly two kinds of ordinary valve pumps and valveless pumps. Piston metering pumps are widely used in the petrochemical industry because of their simple structure and high temperature and high pressure resistance. Aiming at the deficiency of ordinary plunger pumps for high-viscosity media under high-pressure conditions, a valveless rotary plunger metering pump has received more and more attention, and is widely used in high-viscosity media such as syrup, chocolate and petroleum additives. metered addition. Due to the structural disadvantage of the inability to achieve complete isolation between the metered medium and the lubricant in the pump, plunger metering pumps are subject to many limitations in fluid metering applications with high anti-pollution requirements.
2. Diaphragm metering pump
As the name suggests, the diaphragm metering pump uses a specially designed and processed flexible diaphragm to replace the piston, and realizes reciprocating motion under the action of the driving mechanism to complete the suction-discharge process. Due to the isolation effect of the diaphragm, the isolation between the fluid to be metered and the driving lubrication mechanism is truly realized structurally. The high-tech structural design and the selection of new materials have greatly improved the service life of the diaphragm, coupled with the excellent corrosion resistance of the composite material, the diaphragm metering pump has become the main pump type in fluid metering applications. Among the members of the diaphragm metering pump family, the hydraulically driven diaphragm pump uses oil to evenly drive the diaphragm, which overcomes the shortcomings of excessively concentrated force on the diaphragm of the pump under the mechanical direct drive method, and improves the life of the diaphragm and the upper limit of the working pressure. In order to overcome the working failure caused by the diaphragm damage that may occur in single-diaphragm metering pumps, some metering pumps are equipped with diaphragm damage to realize automatic chain protection when the diaphragm is broken; the metering with double-diaphragm structure pump head further improves its safety. , suitable for applications that are particularly sensitive to security protection.
As a kind of diaphragm metering pump, the electromagnetic drive metering pump uses electromagnets to generate pulsating driving force, which saves the motor and speed change mechanism, making the system small and compact, and is an important branch of small-range low-pressure metering pumps.View details -
 Feb 10, 2023The advantages and application range of fire pumps, gear pump principles and non-clogging sewage pumpsscope of application
Feb 10, 2023The advantages and application range of fire pumps, gear pump principles and non-clogging sewage pumpsscope of application
It is suitable for transporting lubricating oil without solid particles and fibers, non-corrosive, temperature not higher than 120oC, viscosity of 5-1500cst or other liquids with similar properties to lubricating oil.
It can be used as a transmission and booster pump in the oil delivery system. In the fuel system, it can be used as a fuel pump for delivery, pressurization and injection. In all industrial fields, it can be used as lubricating oil pump.
The gear pump mainly consists of gear, shaft, pump body, pump cover, safety valve, shaft end seal and other components. The gear has high hardness and strength after heat treatment, and all the moving parts in the pump are lubricated by the medium it transports.
The pump has safety structural features:
There are well-designed oil drain and oil return grooves in the pump, which minimize the torque force of the gears during work, so the bearing load is small, the wear is small, and the pump efficiency is high.
The pump is equipped with a safety valve for overload protection. However, it cannot be used as a pressure reducing valve for long-term work, and it can be installed separately in the pipeline if necessary. The valve acts as overload protection. However, it cannot be used as a pressure reducing valve for long-term work, and it can be installed separately in the pipeline if necessary.
Fire pump, non-clogging sewage pump is a product with novel structure successfully developed on the basis of repeated research on the technology of similar products at home and abroad. The pump integrates self-priming and non-clogging sewage pumping. The pump body and the unique design of the impeller flow path, like general self-priming clean water pumps, do not need to install bottom valves and irrigation and diversion, and can also absorb and discharge large-particle solids and long-fiber impurities. Widely used in municipal sewage projects, river pond breeding manure treatment, sedimentation of waste ore impurities, light industry, papermaking, food, chemical, pharmaceutical, electric power, slurry and mixtures and other chemical media such as impurity pumps.
The non-clogging sewage pump is a kind of pump product in which the pump and the motor are integrated and submerged into the liquid at the same time. Compared with the general horizontal pump or vertical sewage pump, the non-clogging sewage pump has the following advantages:
1. Compact structure, small footprint. The sewage pump can be installed directly in the sewage tank because it works submerged in the liquid. There is no need to build a special pump room to install the pump and machine, which can save a lot of land and infrastructure costs.
2. Easy installation and maintenance. Small sewage pumps can be installed freely, and large sewage pumps are generally equipped with automatic coupling devices for automatic installation, and installation and maintenance are quite convenient.
3. Long continuous operation time. Because the pump and the motor are coaxial, the shaft is short, and the rotating parts are light in weight, the load (radial) on the bearing is relatively small, and the service life of the sewage pump is much longer than that of ordinary pumps.
4. There is no problem of cavitation damage and water diversion. Especially the latter point brings great convenience to the operator.
5. Small vibration and noise, low motor temperature rise, no pollution to the environment.View details -
 Feb 10, 2023Advantages and precautions of fire pumps and diaphragm pumpsFire water pump, diaphragm pump is a new type of conveying machinery, and it is the most popular type of pump in China at present. Using compressed air as the power source, it can pump all kinds of corrosive liquids, liquids with particles, high viscosity, volatile, flammable and highly toxic liquids.
Feb 10, 2023Advantages and precautions of fire pumps and diaphragm pumpsFire water pump, diaphragm pump is a new type of conveying machinery, and it is the most popular type of pump in China at present. Using compressed air as the power source, it can pump all kinds of corrosive liquids, liquids with particles, high viscosity, volatile, flammable and highly toxic liquids.
Due to the above characteristics of the pneumatic diaphragm pump, the diaphragm pump is gradually invading the market of other pumps in the world since its birth, and occupies a part of it. For example, the diaphragm pump has already occupied a dominant position in the painting and ceramic industries, while in other industries, such as environmental protection, wastewater treatment, construction, sewage, and fine chemicals, it is expanding its market share and has irreplaceable advantages for other pumps. status. The advantages of air-operated diaphragm pumps are:
1. Because air is used as power, the flow rate is automatically adjusted with the change of back pressure (outlet resistance), which is suitable for medium and high viscosity fluids. The operating point of the centrifugal pump is set based on water. If it is used for a fluid with a slightly higher viscosity, it needs to be equipped with a reducer or a frequency conversion speed controller, and the cost will be greatly increased. The same is true for the gear pump.
2. Pneumatic pumps are reliable and low-cost in flammable and explosive environments, such as fuel delivery, because: first, sparks cannot be generated after grounding; second, no heat is generated during work, and the machine will not overheat; Three, the fluid will not be overheated because the diaphragm pump has the least agitation of the fluid.
3. In places with bad construction sites, such as construction sites, industrial and mining wastewater discharge, due to the many impurities and complex components in the sewage, the pipelines are easy to be blocked, so the load on the electric pump is too high, and the motor is easily damaged due to heat. The air-operated diaphragm pump can pass particles and the flow rate is adjustable. When the pipeline is blocked, it will automatically stop until it is unobstructed.
4. In addition, the diaphragm pump is small in size and easy to move. It does not need a foundation, occupies a very small area, and is easy and economical to install. Can be used as a mobile material transfer pump.
5. In the treatment of hazardous and corrosive materials, the diaphragm pump can completely separate the materials from the outside world.
6. Or some tests ensure that no impurities contaminate raw materials.
7. It can be used to transport fluids with relatively unstable chemical properties, such as: photosensitive materials, flocculation fluid, etc. This is because the shear force of the diaphragm pump is low and has little physical impact on the material.
Precautions for operation and operation of multi-purpose pneumatic diaphragm pump:
1. Ensure that the largest particles contained in the fluid do not exceed the maximum diameter of particles that can safely pass through the pump.
2. The intake pressure should not exceed the maximum allowable operating pressure of the pump. Compressed air with a pressure higher than the rated pressure may cause personal injury and property loss and damage the performance of the pump.
3. Ensure that the pipeline system of the pump pressure can withstand the highest output pressure achieved, and ensure the cleanliness and normal working conditions of the driving air system.
4. Static sparks may cause explosions, resulting in personal casualties and property losses. Use wires with a sufficiently large cross-sectional area as required to properly and reliably ground the grounding screw on the pump.
5. The grounding requirements are in compliance with local laws and regulations and some special requirements on site.
6. Fasten the pump and the connecting pipe joints to prevent static sparks from vibration, impact and friction. Use antistatic hose.
7. To periodically check and test the reliability of the grounding system, the grounding resistance is required to be less than 100 ohms.
8. Keep good exhaust and ventilation, keep away from flammable, explosive and heat sources.
9. There may be solid matter in the exhaust of the pump. Do not face the exhaust port to the work area or people to avoid personal injury.
10. When the diaphragm fails, the conveyed material will be ejected from the exhaust muffler.
11. When transporting flammable and toxic fluids, please connect the drain to a safe place away from the working area.
12. Please use a pipe with a smooth inner wall of at least 3/8" inner diameter to connect the exhaust port and the muffler.
Water pump method one: the installation of the pump set should be accurate and reliable, and there should be no obvious vibration during operation. If the pump makes abnormal noise when pumping water, or the bearing is hot to the touch (the temperature is higher than 60°C) and the water seepage in the seal of the pump shaft is more than 60 drops per minute, the cause must be found out and the fault should be eliminated in time.View details -
 Feb 08, 2023Tell you the multifunctional water pump control valve and how to keep the centrifugal pump?The multi-function water pump control valve uses a double-chamber diaphragm (piston) control chamber, and uses the hydraulic principle to control the large valve disc to slowly open and close or be in a regulating state. In addition, an adjusting screw can be installed on the valve cover, so that the maximum allowable opening of the valve can be randomly set to realize flow adjustment control.
Feb 08, 2023Tell you the multifunctional water pump control valve and how to keep the centrifugal pump?The multi-function water pump control valve uses a double-chamber diaphragm (piston) control chamber, and uses the hydraulic principle to control the large valve disc to slowly open and close or be in a regulating state. In addition, an adjusting screw can be installed on the valve cover, so that the maximum allowable opening of the valve can be randomly set to realize flow adjustment control.
fully open state
When the water pump is started, the outlet water pressure rises, and the water outlet of the water pump generates the force to push the large valve disc to open on the one hand, and enters the lower cavity of the diaphragm (piston) in the control chamber on the other hand. The water in the upper chamber is connected to the water outlet of the main valve to be discharged, and the valve is slowly opened at a controlled speed.
fully closed state
When the water pump stops, the flow rate of the medium in the valve decreases. When it is close to zero, the large valve disc slidingly fitted with the valve stem assembly closes quickly under the action of its own weight, and the pressure water behind the valve enters the top of the diaphragm (piston) in the control chamber. cavity, and push the diaphragm (piston) to slowly close the valve disc fixed on the valve stem.
use
It is used in direct water supply and drainage systems with water pumps in industrial mines, enterprises, and high-rise buildings, especially suitable for supporting automatic water pumping control systems. It does not need electric controllers and external power, and it can be opened and closed automatically according to the routine. It has three chambers for quick closing, slow closing and energy absorption. A function of preventing and eliminating water hammer, installed in water supply and drainage, construction, petroleum, chemical, gas (natural gas), food, medicine, power station, nuclear power and other fields of water intake, water delivery, diving, sewage pumping room and petroleum, chemical fluids In the conveying system, it has multiple functions of electric valve, stop valve, check valve, flow adjustment, pressure adjustment and water hammer eliminator, which can effectively prevent the harm of water pump reversed when the medium flows back, improve the safety and reliability of the system, and meet the requirements of the system. Engineering equipment automation control requirements.
features
1. Automatic control, start the pump with light load: Affected by the pressure in the control room, when starting the pump, the main valve opens slowly, thereby controlling the start of the pump due to excessive flow and eliminating the water hammer when starting the pump.
2. High safety and reliability: The water hammer elimination device is completely interlocked with the opening and closing action of the valve, and it has three measures to eliminate water hammer: quick closing, slow closing and absorption.
3. No operation control: when the pump starts and stops, the medium at both ends of the valve and its pressure difference are cleverly used as the driving medium and control power, so that the valve automatically operates according to the requirements of the pump operation regulations.
4. No need for professional debugging: the valve action is not affected by the height difference of the liquid level, the pressure of the outlet water and the change of the flow rate of the water pump, and has a wide range of applications.
5. Basically no maintenance, long service life, the number of responses in the main control room is more than 10 million times.
6. The energy-saving effect is obvious: the pressure at the inlet end is used to enter the lower chamber to support the weight of the diaphragm pressure plate and valve stem, and the resistance loss is small.
The unpainted surface of the pump that has not been installed should be coated with a suitable anti-rust agent. Bearings lubricated with oil should be filled with a suitable oil. Bearings lubricated with grease should only be filled with a grease, do not use Mix grease.
Pump clean liquid for a short time, rinse, suction line, discharge line, pump casing and impeller, and drain flushing fluid in pump casing, suction line and discharge line.
Drain the oil from the bearing housing, refill with clean oil, thoroughly clean the grease and refill with new grease.
Seal the suction port and discharge port, store the pump in a clean, dry place, protect the motor windings from moisture, and spray the inside of the pump casing with anti-rust and anti-corrosion liquid.
Rotate the pump shaft once a month to avoid freezing and lubricate the bearings.View details